- Производство тугоплавких металлов
- Тугоплавкие металлы
- Свойства тугоплавких металлов
- Производство тугоплавких металлов
- Применение тугоплавких металлов
- Вольфрам
- Молибден
- Ниобий
- Тантал
- Рений
- Тугоплавкие металлы — описание, изделия из тугоплавких Ме
- Разногласия в критическом параметре
- Сравнительная таблица степени тугоплавкости чистых металлов
- Общие свойства жаропрочных материалов
- Получение тугоплавких материалов
- Применение тугоплавких материалов
- Тугоплавкие металлы — характеристики, свойства и применение
- Список и характеристики тугоплавких металлов
- Физико-механические свойства
- Коррозионная стойкость
- Хладноломкость
- Области применения
- Особенности сварки тугоплавких металлов
- Плавка тугоплавких металлов и их сплавов.
- Плавка тугоплавких металлов и их сплавов.
Производство тугоплавких металлов
Тугоплавкие металлы
Тугоплавкие металлы были выделены в отдельный класс благодаря объединяющему их свойству — высокой температуре плавления. Она выше, чем у железа, которая равна 1539 °C. Поэтому металлы данной группы и получили такое название. Они принадлежат к числу так называемых редкоземельных элементов. Так, например, по распространённости в земной коре ниобий и тантал составляют 3%, а цирконий только 2%.

По температурному показателю плавления кроме перечисленных, к ним относятся металлы, так называемой платиновой группы. Ещё их называют благородными или драгоценными.
Определённая схожесть строения атома обусловила схожесть их свойств. На основании этого можно обобщить некоторые черты проявления таких металлов в земной коре и определиться с технологией их добычи, производства и переработки.
Свойства тугоплавких металлов
За счёт того, что они расположены в соседних группах периодической таблицы, физические свойства у тугоплавких металлов достаточно близкие:
- Плотность металла колеблется в интервале от 6100 до 10000 кг/м 3 . По этому показателю выделяется только вольфрам. У него он равен 19000 кг/м 3 .
- Температура плавления. Она превышает температуру плавления железа и колеблется от 1950 °С у ванадия до 3395 °С у вольфрама.
- Удельная теплоёмкость у них незначительно отличается друг от друга и находится в пределах от 200 до 400 Дж/(кг-град).
- Коэффициент теплопроводности сильно меняется от элемента к элементу. Если у ванадия он равен 31 Вт/(м-град), то у вольфрама он достигает величины в 188 Вт/(м-град).

Физические свойства тугоплавких металлов
Химические свойства также достаточно схожие:
- Очень похожее строение атома.
- Обладают высокой химической активностью. Это свойство определяет основные трудности при сохранении стабильности их соединений.
- Прочность межатомных связей определяет высокую температуру плавления. Это обстоятельство объясняет высокую механическую прочность, твёрдость и электрические характеристики (в частности сопротивление).
- Проявляют хорошую устойчивость при воздействии различных кислот.
К основным недостаткам тугоплавких металлов относятся:
- Низкая коррозийная стойкость. Процесс окисления происходит достаточно быстро. Его разделяют на две последовательные стадии. Непосредственное взаимодействие металла с кислородом окружающего воздуха, что приводит к образованию оксидной плёнки. На второй стадии происходит процесс диффузии (проникновения) атомов кислорода через образовавшуюся оксидную плёнку.
- Трудности со свариваемостью тугоплавких металлов. Это вызвано высокой химической активностью к окружающему воздуху при высоких температурах, хрупкостью при насыщении различными примесями. Кроме того, трудно определить точку перегрева и практически невозможно контролировать повышение предела текучести.
- Трудности их получения использования в чистом виде без примесей.
- Необходимость применения специальных покрытий от быстрого окисления. Для сплавов, основу которых составляет вольфрам и молибден, разработаны силицидные покрытия.
- Трудности, связанные с механической обработкой. Для качественной обработки их сначала необходимо нагреть.
Производство тугоплавких металлов
Все способы производства тугоплавких металлов основаны на методиках так называемой порошковой металлургии. Сам процесс происходит в несколько этапов:
- На начальном этапе получают порошок металла.
- Затем методами химического восстановления (обычно аммонийных солей или оксидов) выделяют требуемый металл. Такое выделение получается в результате воздействия на порошок водорода.
- На завершающем этапе получают химическое соединение, называемое гексафторидом соответствующего металла, и уже из него сам металл.
Применение тугоплавких металлов
Начиная со второй половины двадцатого века тугоплавкие металлы стали применяться во многих отраслях промышленного производства. Порошки тугоплавких металлов используются для производства первичной продукции. Тугоплавкие металлы вырабатывают в виде проволоки, слитков, арматуры, прокатного металла и фольги.
Отдельное место такие металлы занимают в технологии выращивания лейкосапфиров. Они относятся к классу монокристаллов и называются искусственными рубинами.
Изделия из тугоплавких металлов входят в состав бытовых и промышленных электрических приборов, огнеупорных конструкций, деталей для двигателей авиационной и космической техники. Особое место занимают тугоплавкие металлы при производстве деталей сложной конфигурации.
Вольфрам
Этот металл открыли в далёком 1781 г. Его температура плавления равна 3380 °С. Поэтому он на сегодняшний день является самым тугоплавким металлом. Получают вольфрам из специального порошка, подвергая его химической обработке. Этот процесс основан на прессовании с последующим спеканием при высоких температурах. Далее его подвергают ковке и волочению на станках. Это связано с его наибольшей тугоплавкостью. Так получают волокнистую структуру (проволоку). Она достаточно прочная и практически не ломается. На конечном этапе его раскатывают в виде тонких нитей или гибкой ленты. Для проведения механической обработки необходимо создать защитную среду из инертного газа. В этой среде температура должна превышать 400 °С. При температуре окружающей среды он приобретает свойства парамагнетика. Ему присущи следующие недостатки:
- сложность в создании условий для механической обработки;
- быстрое образование на поверхности оксидных плёнок. Если в контакте имеются серосодержащие вещества, образуются сульфидные плёнки;
- создание хорошего электрического контакта между несколькими деталями возможно только при создании большого давление.

Для улучшения свойств вольфрама (тугоплавкости, устойчивости к коррозии, износостойкости) в него добавляют легирующие металлы. Например, рений и торий.
Металл используется для производства нитей накаливания для осветительных и сушильных ламп. Его добавляют в сварочные электроды, элементы электронных ламп и рентгеновских трубок. Также применяется при производстве элементов ракет, в реактивных двигателях, артиллерийских снарядах.
Молибден
По внешнему виду и характеристикам очень похож на вольфрам. Главным отличием является то, что его удельный вес почти в два раза меньше. Его получают аналогичным образом. Он широко применяется в радиоэлектронной промышленности, для изготовления различных испарителей в вакуумной технике, разрывных электрических контактов. Как и вольфрам, он является парамагнетиком. Для изготовления электродов стекловаренных (стеклоплавильных) печей он просто незаменим.
Ниобий
Температура плавления ниобия составляет 2741 °С. По своим химическим, физическим и механическим свойствам очень напоминает тантал. Он достаточно пластичен. Обладает хорошей свариваемостью и высокой теплопроводностью даже без дополнительного нагрева. Как и все остальные металлы его получают из порошка. Конечные заготовки из ниобия – проволока, лента, труба.

Сам металл и его сплавы демонстрируют эффект сверхпроводимости. Его широко применяют для изготовления анодов, экранных и антидинатронных сеток в электровакуумных приборах. Благодаря хорошей пористости, его успешно применяют в качестве газопоглотителей. В микроэлектронике он идёт на изготовление резисторов в микросхемах.
Ниобий хорошо себя проявил в качестве легирующей добавки. Используется при создании различных жаростойких конструкций, агрегатов работающих в агрессивных и радиоактивных средах. Из сплава стали и ниобия изготавливают некоторые элементы реактивных двигателей. Благодаря его свойству не взаимодействовать с радиоактивными веществами при высоких температурах, например, с ураном, применяется при изготовлении оболочек для урановых элементов, отводящих тепло в реакторах.
Тантал
Внешне имеет светло-серый цвет с небольшим голубоватым оттенком. Температура плавления близка к 3000 °С. Хорошо поддается основным видам обработки. Его можно ковать, прокатывать, производить волочение для изготовления проволоки. Эти операции не требуют значительного нагрева. Для удобства дальнейшего использования тантал изготавливают в форме фольги и тонких листов. Повышение температуры вызывает активное взаимодействие со всеми газами, кроме инертных – с ними никаких реакций не наблюдается.

Из тантала производят внутренние элементы генераторных ламп (магнетронов и клистронов). Он активно используется при производстве пластин в электролитических конденсаторах. Очень удобен для изготовления пленочных резисторов. Активно применяется для изготовления так называемых лодочек в испарителях, в которых осуществляется термическое напыление различных материалов на тонкие пленки.
Ввиду ряда своих уникальных качеств, считается незаменимым в ядерной, аэрокосмической и радиоэлектронной промышленности.
Рений
Был открыт позже всех из перечисленных ранее металлов. Он полностью оправдывает свое название «редкоземельный металл», потому что находится в небольших количествах в составе руды других металлов, таких как платина или медь. В основном его используют как легирующую добавку. Полученные сплавы приобретают хорошие характеристики прочности и ковкости. Это один из самых дорогих металлов, поэтому его применение приводит к резкому увеличению цены всего оборудования. Те не менее, его применяют в качестве катализатора.
Хром — уникальный металл. Широко применяется в промышленности благодаря своим замечательным свойствам: прочности, устойчивости к внешним воздействиям (нагреву и коррозии), пластичности. Достаточно твердый, но хрупкий металл. Имеет серо-стальной цвет. Весь необходимый хром извлекают из руды двух видов хромита железа или окиси хрома.
Основными его свойствами являются:
- Даже при нормальной температуре обладает почти идеальным антиферромагнитным упорядочением. Это придаёт ему отличные магнитные свойства.
- По-разному реагирует на воздействие водорода и азота. В первом случае сохраняет свою прочность. Во втором, становится хрупким и полностью теряет все свои пластические свойства.
- Обладает высокой устойчивостью против коррозии. Это происходит благодаря тому, что при взаимодействии с кислородом на поверхности образуется тонкая защитная плёнка. Она служит для защиты от дальнейшей коррозии.

Он используется в металлургической, химической, строительной индустриях. Хром, как легирующая добавка, обязательно используется для производства различных марок нержавеющей стали. Особое место занимает при изготовлении такого материала как нихром. Этот материал способен выдерживать очень высокие температуры. Поэтому его используют в различных нагревательных элементах. Хромом активно покрывают поверхности различных деталей (металла, дерева, кожи). Это процесс осуществляется с помощью гальваники.
Токсичность некоторых солей хрома используют для сохранения древесины от повреждения, вредного воздействия грибков и плесени. Они также хорошо отпугивают муравьёв, термитов, насекомых разрушителей деревянных конструкций. Солями хрома обрабатывают кожу. Хром применяется при изготовлении различных красителей.
Благодаря высокой теплостойкости его используют как огнеупорный материал для доменных печей. Каталитические свойства соединений хрома успешно используют при переработке углеводородов. Его добавляют при производстве магнитных лент наивысшего качества. Именно он обеспечивает низкий коэффициент шума и широкую полосу пропускания.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Тугоплавкие металлы — описание, изделия из тугоплавких Ме


Определение «тугоплавкие металлы» не требует дополнительных пояснений в силу исчерпывающей информативности самого термина. Единственным нюансом остается пороговая температура плавления, после которой вещество можно считать тугоплавким.
Разногласия в критическом параметре
Одни источники устанавливают пороговую величину как 4000 F. В переводе на привычную шкалу это дает 2204 0 С. Согласно этому критерию, к жаропрочным относятся только пять элементов: вольфрам, ниобий, рений, тантал и молибден. Например, температура плавления вольфрама составляет 3422 0 С.
Видео — плавка вольфрама водородной горелкой
Другое утверждение позволяет расширить класс температуростойких материалов, поскольку принимает за точку отсчета температуру плавления железа – 1539 0 С. Это позволяет увеличить список еще на девять элементов, включив в него титан, ванадий, хром, иридий, цирконий, гафний, родий, рутений и осмий.
Существует еще несколько пороговых величин температуры, однако они не получили широкого распространения.
Сравнительная таблица степени тугоплавкости чистых металлов
Следует отметить, что тугоплавкие материалы не ограничиваются исключительно металлами. К этой категории относится ряд соединений – сплавы и легированные металлы, разработанных, чтобы улучшить определенные характеристики исходного материала. Относительно чистых элементов, можно привести наглядную таблицу степени их температурной устойчивости. Возглавляет ее самый тугоплавкий металл, известный на сегодня, – вольфрам с температурой плавления 3422 0 С. Такая осторожная формулировка связана с попытками выделить металлы, обладающие порогом расплава, превосходящим вольфрам. Поэтому вопрос, какой металл самый тугоплавкий, может в будущем получить совсем иное определение.
Пороговые величины остальных соединений приведены ниже:
Остается добавить еще один интересный факт, касающийся физических свойств жапропрочных элементов. Температура плавления некоторых из них чувствительная к чистоте материала. Ярким примером этому выступает хром, температура плавления которого может варьироваться от 1513 до 1920 0 С, в зависимости от химического состава примесей. Поэтому, данные интернет пространства часто разнятся точными цифрами, однако качественная составляющая от этого не страдает.

Хром в чистом виде
Общие свойства жаропрочных материалов
Относительная схожесть физико-химических характеристик данных элементов, обусловлена общностью атомного строения и тем, что они оказываются переходными металлами. Напротив, различия в свойствах, связаны с их принадлежностью к широкому спектру групп Периодической таблицы: IV – VII.
Базовая общая характеристика тугоплавких материалов – прочные межатомные связи. Для их разрыва требуется высокая энергия, которая и обуславливает температуру плавления в тысячи градусов по Цельсию. Дополнительно, данное свойство сказывается на высоких значениях таких параметров тугоплавких металлов, как: твердость, механическая прочность, электрическое сопротивление.
Следующая характеристика, объединяющая данные элементы, – высокая химическая активность. Она связана с общей тенденцией тугоплавких металлов образовывать химические связи посредством свободной p- и частично заполненной d-орбитали, отдавая электроны с наружных уровней s и d. Это свойство затрудняет получение чистых тугоплавких металлов, разбивая технологическое производство на несколько этапов.
Строение жаропрочных элементов также идентично, все они характеризуются объемно-центрированной кубической кристаллической решеткой. Для этой структуры характерно «охрупчивание». Исключение составляет рений, обладающий гексагональной ячейкой. Переход в хрупкое состояние для каждого металла происходит при определенной температуре, регулирование которой достигается при помощи легирования.
Каждый тугоплавкий металл, по определению жаропрочный, однако не любой из них жаростойкий. Большинство тугоплавких металлов устойчивы к окислению и действию агрессивных сред: кислоты, щелочи; в обычных условиях. Однако, с повышением температуры до 400 0 С их активность аномально возрастает. Это требует создания определенных условий эксплуатации. Поэтому, изделия из тугоплавких металлов, при повышенных температурах использования, часто помещают в атмосферу инертных газов или добиваются степени разреженности воздуха до условий вакуума.
Получение тугоплавких материалов
Как отмечалось ранее, основной препятствующий фактор производству жаропрочных металлов их высокая химическая активность, препятствующая выделению элементов в чистом виде.
Основной технологией получения остается порошковая металлургия. Данная методика позволяет получать порошки тугоплавких металлов различными способами:
- Восстановление триоксидом водорода. Процесс производится в несколько этапов, внутри многотрубных печей при 750 – 950 °С. Технология применима под порошки тугоплавких металлов: вольфрам и молибден.
- Восстановлением водородом перрената. Схема реализуется в производстве металлического рения. Рабочие температуры составляют около 500 °С. Заключительная стадия предусматривает отмывание порошка от щелочи. Для этого последовательно используется горячая вода и раствор соляной кислоты.
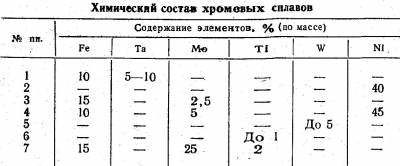
- Использование солей металлов. Технология развита для выделения молибдена. Основным сырьем выступает аммонийная соль металла и его металлический порошок, вводимый в смесь на уровне 5 — 15% от массы. Состав проходит термическую обработку 500 – 850 °С в проточном инертном газе. Восстановление металла проходит в атмосфере водорода при температурах 800 – 1000 °С.

Производство тугоплавких металлов — порошковая металлургия

Экскурсия на производство
Способы получения жаропрочных металлов продолжают совершенствоваться, как и химическая технология тугоплавких неметаллических и силикатных материалов, что связано с развитием ядерной энергетики, авиастроения, появлением новых моделей ракетных двигателей.
Одно из крупнейших предприятий по производству вольфрама на территории РФ – унечский завод тугоплавких металлов. Этот предприятие относительно молодое, строительство его началось в 2007 году на территории населенного пункта Унеча. Производственный акцент завода направлен на порошки тугоплавких металлов, точнее вольфрама и его карбидов.
В дальнейшем, для получения слитков рассыпчатую массу спекают или сдавливают прессом. Подобным образом порошки тугоплавких металлов обрабатываются для производства жаропрочных изделий.
Применение тугоплавких материалов
Применение чистых жаропрочных металлов имеет приоритеты по ряду направлений:
- сверхзвуковая авиация;
- производство космических кораблей;
- изготовление управляемых снарядов, ракет;
- электронная и вакуумная техника.

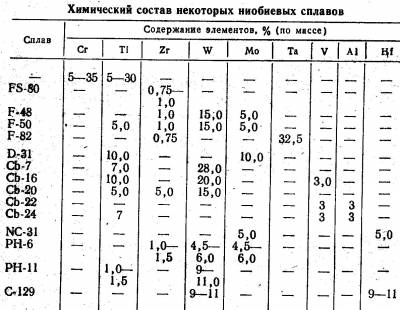
Последний пункт затрагивает электроды электровакуумных радиоламп. Например, высокочистый ниобий используется для производства сеток, трубок электронных деталей. Также из него изготавливаются электроды – аноды электровакуумных приборов.

Аналогичное применение свойственно молибдену, вольфраму. Эти металлы в чистом виде используются не только как нити накаливания, но и под электроды радиоламп, крючки, подвески электровакуумного оборудования. Монокристаллы вольфрама, напротив, эксплуатируются как подогреватели электродов, в частности катодов, а также при изготовлении электрических контактов, предохранителей.
Чистые ванадий и ниобий используются в ядерной энергетике, где их них изготовлены трубы атомных реакторов, оболочки тепловыделяющих элементов. Область применения высокочистого тантала – химия (посуда и аппаратура), поскольку металл обладает высокой стойкостью к коррозии.
Отдельно следует рассматривать тугоплавкий припой, поскольку он не включает металлов, имеющих высокие температуры плавления. Например, тугоплавкое олово не содержит порошки тугоплавких металлов. В качестве добавок тут используются медь, серебро, никель или магний.
Тугоплавкие металлы и сплавы востребованы как прокат, так и в других сферах. В частности, применение сплавов обусловлено способностью, модифицировать определенные свойства металла: понизить температуру охрупчивания, улучшить жаропорочные характеристики.
Прокат из тугоплавких металлов достаточно широк по ассортименту и включает:
- листы;
- полосы обычные и для глубокой вытяжки;
- фольгу;
- трубы;
- проволоку и прутки.

Термоэлектродная проволока вольфрам-рениевая
Наиболее крупным отечественным производителем данного типа продукции выступает опытный завод тугоплавких металлов и твердых сплавов.
Тугоплавкие металлы — характеристики, свойства и применение
Еще с конца 19 века были известны тугоплавкие металлы. Тогда им не нашлось применения. Единственная отрасль, где их использовали, была электротехника и то в очень ограниченных количествах. Но все резко поменялось с развитием сверхзвуковой авиации и ракетной техники в 50-е года прошлого столетия. Производству потребовались новые материалы, способные выдерживать значительные нагрузки в условиях температур свыше 1000 ºC.
Список и характеристики тугоплавких металлов
Тугоплавкость характеризуется повышенным значением температуры перехода из твердого состояния в жидкую фазу. Металлы, плавление которых осуществляется при 1875 ºC и выше, относят к группе тугоплавких металлов. По порядку возрастания температуры плавки сюда входят следующие их виды:
Современное производство по количеству месторождений и уровню добычи удовлетворяют только вольфрам, молибден, ванадий и хром. Рутений, иридий, родий и осмий встречаются в естественных условиях довольно редко. Их годовое производство не превышает 1,6 тонны.

Жаропрочные металлы обладают следующими основными недостатками:
- Повышенная хладноломкость. Особенно она выражена у вольфрама, молибдена и хрома. Температура перехода у металла от вязкого состояния к хрупкому чуть выше 100 ºC, что создает неудобства при их обработке давлением.
- Неустойчивость к окислению. Из-за этого при температуре свыше 1000 ºC тугоплавкие металлы применяются только с предварительным нанесением на их поверхность гальванических покрытий. Хром наиболее устойчив к процессам окисления, но как тугоплавкий металл он имеет самую низкую температуру плавления.
К наиболее перспективным тугоплавким металлам относят ниобий и молибден. Это связано с их распространённостью в природе, а, следовательно, и низкой стоимостью в сравнении с другими элементами данной группы.

Помимо этого, ниобий зарекомендовал себя как металл с относительно низкой плотностью, повышенной технологичностью и довольно высокой тугоплавкостью. Молибден ценен, в первую очередь, своей удельной прочностью и жаростойкостью.
Самый тугоплавкий металл встречаемый в природе — вольфрам. Его механические характеристики не падают при температуре окружающей среды свыше 1800 ºC. Но перечисленные выше недостатки плюс повышенная плотность ограничивают его область использования в производстве. Как чистый металл он применяется все реже и реже. Зато увеличивается ценность вольфрама как легирующего компонента.
Физико-механические свойства
Металлы с высокой температурой плавления (тугоплавкие) являются переходными элементами. Согласно таблице Менделеева выделяют 2 их разновидности:
- Подгруппа 5A – тантал, ванадий и ниобий.
- Подгруппа 6A – вольфрам, хром и молибден.
Наименьшей плотностью обладает ванадий – 6100 кгм3, наибольшей вольфрам – 19300 кгм3. Удельный вес остальных металлов находится в рамках этих значений. Эти металлы отличаются малым коэффициентом линейного расширения, пониженной упругостью и теплопроводностью.
Данные металлы плохо проводят электрический ток, но обладает таким качеством как сверхпроводимость. Температура сверхпроводящего режима составляет 0,05-9 К исходя из вида металла.
Абсолютно все тугоплавкие металлы отличаются повышенной пластичностью в комнатных условиях. Вольфрам и молибден помимо этого выделяются на фоне остальных металлов более высокой жаропрочностью.

Коррозионная стойкость
Жаропрочным металлам свойственна высокая стойкость к большинству видов агрессивных сред. Сопротивление коррозии элементов 5A подгрупп увеличивается от ванадия к танталу. Как пример, при 25 ºC ванадий растворяется в царской водке, между тем как ниобий полностью инертен по отношению к данной кислоте.
Тантал, ванадий и ниобий отличаются устойчивостью к воздействию расплавленных щелочных металлов. При условии отсутствия в их составе кислорода, которые значительно усиливает интенсивность протекания химической реакции.
Молибден, хром и вольфрам имеют большую сопротивляемость к коррозии. Так азотная кислота, которая активно растворяет ванадий, значительно менее воздействует на молибден. При температуре 20 ºC данная реакция вообще полностью останавливается.
Все тугоплавкие металлы охотно вступают в химическую связь с газами. Поглощение водорода из окружающей среды ниобием осуществляется при 250 ºC. Тантал при 500 ºC. Единственный способ остановить эти процессы – проведение вакуумного отжига при 1000 ºC. Стоит заметить, что вольфрам, хром и молибден куда менее склонны к взаимодействию с газами.
Как уже было сказано ранее, лишь хром отличается сопротивляемостью к окислению. Данное свойство обусловлено его способностью образовывать твердую пленку оксида хрома на своей поверхности. Растворение кислорода хромом происходит только при 700 С. У остальных тугоплавких металлов процессы окисления начинаются ориентировочно при 550 ºC.
Хладноломкость
Распространению использования жаропрочных металлов в производстве мешает обладание ими повышенной склонности к хладноломкости. Это означает, что при падении температуры ниже определенного уровня происходит резкое возрастание хрупкости металла. Для ванадия такой температурой служит отметка в -195 ºC, для ниобия -120 ºC, а вольфрама +330 ºC.
Наличие хладноломкости жаропрочными металлами обусловлено содержанием примесями в их составе. Молибден особой чистоты (99,995%) сохраняет повышенные пластические свойства вплоть до температуры жидкого азота. Но внедрение всего 0,1% кислорода сдвигает точку хладноломкости к -20 С.
Области применения
До середины 40-х годов тугоплавкие металлы использовались только как легирующие элементы для улучшения механических характеристик стальных цветных сплавов на основе меди и никеля в электропромышленности. Соединения молибдена и вольфрама применялись также в производстве твердых сплавов.
Техническая революция, связанная с активным развитием авиации, ядерной промышленности и ракетостроения, нашла новые способы использования тугоплавких металлов. Вот неполный перечень новых сфер применения:
- Производство тепловых экранов головного узла и каркасов ракет.
- Конструкционный материал для сверхзвуковых самолётов.
- Ниобий служит материалом сотовой панели космических кораблей. А в ракетостроении его используют в качестве теплообменников.
- Узлы термореактивного и ракетного двигателя: сопла, хвостовые юбки, лопатки турбин, заслонки форсунок.
- Ванадий является основой для изготовления тонкостенных трубок тепловыделяющих элементов термоядерного реактора в ядерной промышленности.
- Вольфрам применяется как нить накаливания электроламп.
- Молибден все шире и шире используется в производстве электродов, применяемых для плавки стекла. Помимо этого, молибден — металл, используемый для производства форм литья под давлением.
- Производство инструмента для горячей обработки деталей.
Оцените статью:
Особенности сварки тугоплавких металлов
Тугоплавкие металлы энергично взаимодействуют с большинством газов, образуя оксиды, химические соединения и растворы внедрения. Как правило, в результате взаимодействия тугоплавких металлов с газами происходит уменьшение их пластичности. По скорости окисления на воздухе тугоплавкие металлы могут быть расположены в такой последовательности: рений, молибден, тантал, ниобий, вольфрам. Заметное повышение скорости окисления этих металлов наблюдается при температурах выше 600 °С.
До температуры 650 °С на поверхности ванадия существует плотная оксидная пленка, защищающая его от дальнейшего окисления. Выше этой температуры, точнее, при температуре 650 °С, оксиданя пленка расплавляется и скорость окисления ванадия возрастает. Молибден, вольфрам и рений образуют летучие оксиды. Возгонка начинается при температуре 800 °С и значительно усиливается при температурах 1050—1200 °С. Возгонка оксидов 204 рения начинается с температуры 300 °С. Заметное повышение упругости пара МоО 3 отмечается при температуре 720 °С и кипение — при 1155 °С.
В связи c окислением и испарением оксидов тугоплавких металлов для работы этих металлов при повышенных температуpax их поверхность необходимо защищать.
Тугоплавкие металлы , за исключением рения, проявляют значительную сорбционную епособность к водороду. При нагреве ванадия, ниобия и тантала в водороде наблюдается их охрупчивание вследствие выделения по границам зерен гидридов иглообразной формы, поэтому для указанных металлов водород является опасной примесью. Вольфрам и молибден адсорбируют водород без существенного ухудшения свойств. Заметного взаимодействия рения с водородом не наблюдается.
Азот так же, как и кислород, оказывает отрицательное влияние на пластичность тугоплавких металлов. Ванадий, ниобий н тантал с азотом образуют весьма ограниченные области твердых растворов внедрения. При распаде пересыщенного твердого раствора образуются промежуточные фазы Nb 2 N, NbN, TaN, V 2 N, VN, повышающие температуру перехода металла в хрупкое состояние.
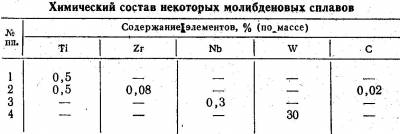
При взаимодействии азота с молибденом и вольфрамом область твердых растворов ограничена еще в большей степени. , В молибдене и вольфраме образуются нитриды MО 3 N, Mo 2 N, W 2 N и WN, которые выделяются в основном по границам зерен, вызывая снижение пластичности металла при нормальной температуре. В то же время нитриды тугоплавких металлов способствуют их упрочнению, и поэтому для ряда сплавов, в том числе и молибденовых, нитриды используются для дисперсионного упрочнения сплавов; при этом концентрация азота в сплаве поддерживается на заданном уровне.
Некоторые тугоплавкие металлы проявляют повышенную клонность к образованию пористости в металле швов.
Тугоплавкие металлы достаточно активны и в расплавленном состоянии смачивают большинство примесей. В связи с отсутствием несмачиваемых границ раздела в ванне, при сварке тугоплавких метллон выделение растворенных газов в расплаве затруднено и из-за ограниченной возможности возникновения устойчивых зародышей газовой фазы. В связи о этим при проплавлении пластины из тугоплавких металлов в большинстве случаев пор не наблюдается .
Закономерное появление пор при сварке пластин из тугоплавких металлов встык связано о возникновением зародышевых пузырьков на базе дефектов, имеющихся на торцовых поверхностях кромок свариваемых деталей, заполненных адсорбированными газами и парами воды или загрязнениями.
В процессе сварки тугоплавких металлов в местах дефектов, имеющихся на поверхности поджатых друг к другу кромок, образуются замкнутые полости, заполненные адсорбированными газами, газами защитной атмосферы, парами воды и продуктами их разложения. При расплавлении металла эти полости превращаются в пузырьки, попадающие в ванночки жидкого металла, часть из них всплывает на поверхность ванны. Анализ газов, содержащихся в порах, подтверждает это положение.
Например, при вскрытии лучом лазера пор в металле швов, полученных при сварке сплава ВН-2АЭ в аргоне, установлено наличие СО и СО 2 , образующихся в результате взаимодействия кислорода с углеродом; водорода, образующегося в результате разложения влаги, находящейся на свариваемых кромках; аргона, адсорбированного торцовой поверхностью свариваемых кромок и оставшегося в замкнутых полостях, образовавшихся при сжатии кромок; субоксидов ниобия, находящихся в парообразном состоянии при температуре свыше 1800 °С и сконденсировавшихся на внутренней поверхности пор при охлаждении.
Наибольшее количество пор возникает при сварке встык без зазора между кромками при неполном проплавлении по толщине металла. Количество пор в металле шва изменяется в зависимости от состава загрязнений, расположенных на торцовых поверхностях свариваемых кромок ( рис. 14.3 ). Минимальное количество пор наблюдается при электрополировании и химическом травлении 2 торцовых поверхностей. Значительное повышение пористости наблюдается при зачистке кромок напильником 3, а также при загрязнении поверхностей продуктами, содержащими углерод 4 и кислород 5. Максимальная пористость наблюдается при загрязнении свариваемых кромок углеродом и кислородом одновременно 6.
 |
 |